您的位置>首页 >巢湖本地产品推荐News >
石油部标SY/T5037螺旋钢管12米定尺
- 发布时间: 2024-06-30 12:26:30 浏览次数:1
- 产品报价: 4100元
- 最小起订: 物流
- 供货总量: 1000
- 运费说明: 2天
以下是:石油部标SY/T5037螺旋钢管12米定尺的产品参数
| 最小起订 | 1根 |
|---|
| 质量等级 | 一级 |
|---|
| 是否厂家 | 否 |
|---|
| 产品材质 | Q235B Q355B |
|---|
| 产品品牌 | 鑫豪 |
|---|
| 产品规格 | 规格齐全 |
|---|
| 发货城市 | 天津 |
|---|
| 产品产地 | 天津 |
|---|
| 加工定制 | 是 |
|---|
| 产品型号 | 型号齐全 |
|---|
| 可售卖地 | 全国 |
|---|
| 产品重量 | 过磅 |
|---|
| 产品颜色 | 碳钢 |
|---|
| 质保时间 | 一年 |
|---|
| 外形尺寸 | 圆形 |
|---|
| 适用领域 | 自来水工程、石化工业、化学工业、电力工业、农业灌溉、城市建设 |
|---|
| 是否进口 | 否 |
|---|
| 质量认证 | 认证 |
|---|
| 产品功率 | 450 |
|---|
| 工作温度 | 480 |
|---|
| 螺旋管长度 | 3米 4米 5米 6米 9米 12米 |
|---|
| 螺旋管生产工艺 | 埋弧焊 |
|---|
| 螺旋管特性 | 抗拉强度高,冷弯性能好 |
|---|
导读石油部标SY/T5037螺旋钢管12米定尺,安徽省巢湖市鑫豪管业有限公司为您提供石油部标SY/T5037螺旋钢管12米定尺,联系人:于经理,电话:15522329158、15522329158,QQ:648126397,请联系安徽省巢湖市鑫豪管业有限公司,发货地:天津静海大邱庄镇发货到巢湖。 安徽省,合肥市,巢湖市 巢湖市居皖之中,古称南巢、居巢,秦时设居巢县,唐朝设立巢县,1984年1月,撤销巢县设立县级巢湖市,1999年7月,撤销县级巢湖市设立居巢区,2011年8月,撤销居巢区设立县级巢湖市。境内商合杭高铁、京福高铁、宁西铁路、淮南铁路复线等穿境而过;合宁、合巢芜、北沿江高速等20多条公路干线贯通全境;巢湖港是安徽省第一大内河港口,通航能力为3000吨,经裕溪河可通江达海。
我们的石油部标SY/T5037螺旋钢管12米定尺视频现已上线,它比任何文字描述都能更直观地展示产品的魅力。请点击观看。
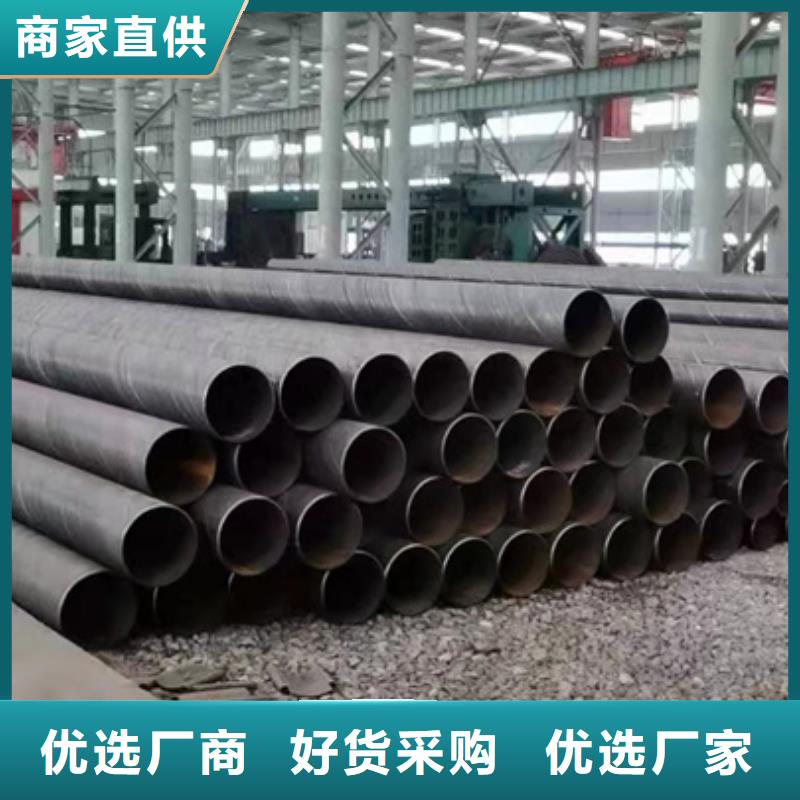
以下是:石油部标SY/T5037螺旋钢管12米定尺的图文介绍

虽起步较晚,但巢湖鑫豪管业有限公司依靠得天独厚的地理位置和资源优势,一开始就以高科技、新 PSL2防腐螺旋管产品、新技术主打市场,坚持以认真求实的态度对待所有的客户,以“诚信务实、客户至上”为企业宗旨,始终坚持“以人为本”的管理理念,立志于为客户提供各类优质 PSL2防腐螺旋管产品和技术服务。


螺旋管的生产工艺形式分析:
螺旋管采用螺旋成型器成型,它可分为上卷成型和下卷成型两种。日前螺旋管的成型器结构形式归纳起来有三种基本形式:
套筒式螺旋成型器:只适用于小口径焊管的成型。它造价低,操作容易。
辊式螺旋成删器:辊式成型器是根据三辊弯板机工作原理制成,这种成型器与带钢的接触面呈滚动摩擦,阻力小、工具寿命长,对产品表面几乎无擦伤。
芯棒螺旋成型器:这种成型器适合于小直径、薄壁优越的螺旋管的成型。但钢管内表面可能因摩擦而被擦伤。
螺旋管在夏季下线后需要注意的问题:
1、螺旋管下线后应摆放在平整的地方,平摆开,不要互相挤压式摆放,如需挤压式摆放至少要间隔24小时,等PE层完全附着到钢管外壁才可以。
2、螺旋管下线后不要被雨淋,雨淋后容易导致管接口渗水。



螺旋管浅析其具体的生产工艺流程:
(1)原材料即带钢卷,焊丝,焊剂。在投入前都要经过严格的理化检验。
(2)螺旋管带钢头尾对接,采用单丝或双丝埋弧焊接,在卷成钢管后采用自动埋弧焊补焊。
(3)螺旋管成型前,带钢经过矫平、剪边、刨边,表面清理输送和予弯边处理。
(4)螺旋管采用电接点压力表控制输送机两边压下油缸的压力,确保了带钢的平稳输送。
(5)螺旋管采用外控或内控辊式成型。
(6)螺旋管采用焊缝间隙控制装置来保证焊缝间隙满足焊接要求,管径,错边量和焊缝间隙都得到严格的控制。


总结 今年在安徽省巢湖市购买石油部标SY/T5037螺旋钢管12米定尺有了新选择,安徽省巢湖市鑫豪管业有限公司始终坚守以用户为中心的服务理念,将品质作为发展的基石。厂家直销,确保为您提供价格实惠且品质卓越的石油部标SY/T5037螺旋钢管12米定尺产品。如需购买或咨询,请随时联系我们,联系人:于经理-15522329158,QQ:648126397,地址:静海大邱庄镇。